Industrial construction and underground mining projects require powerful equipment that can deliver reliable performance under demanding conditions. The MineMate is an advanced solution from a trusted heavy duty grout pump supplier, designed to provide efficient concrete mixing and pumping for mine seals, grouting, shotcrete, and underground construction applications.
As an experienced industrial concrete pump manufacturer, the MineMate combines high-pressure pumping technology with continuous mixing capabilities to deliver consistent material placement where conventional ready-mix concrete solutions are not practical.
Advanced Heavy Duty Grout Pump Supplier Solution
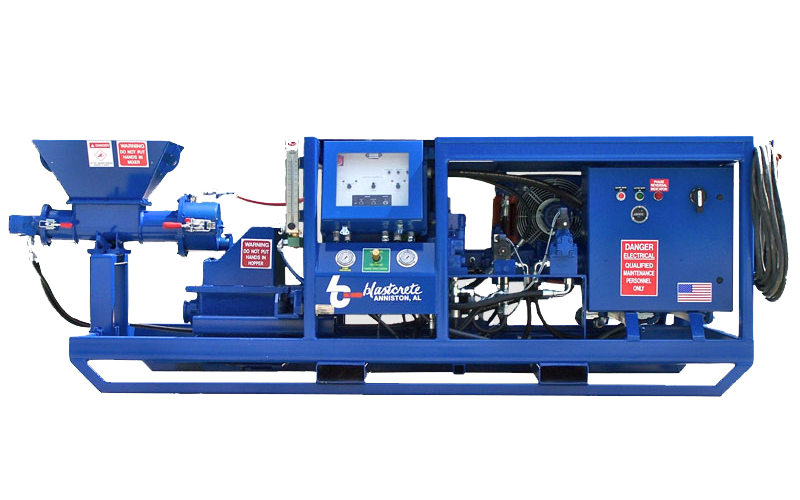
The MineMate is engineered for applications that require dependable grout and concrete delivery in challenging environments. It combines Blastcrete's X-10 ultra high-pressure swing tube piston pump with a high shear continuous mixer, creating a complete mixing and pumping system in one compact machine.
This integrated design helps contractors reduce equipment requirements, improve workflow efficiency, and complete underground projects with greater consistency.
Industrial Concrete Pump Manufacturer Technology
Designed with industrial applications in mind, the MineMate provides the durability and performance expected from professional concrete pumping equipment. Its powerful pumping system supports demanding operations such as:
Underground mine sealing
Cement grouting
Shotcrete placement
Tunnel construction
Ground stabilization
Concrete repair
Void filling
Mining infrastructure support
The MineMate helps operators prepare and deliver materials directly at the job site, eliminating the challenges associated with transporting ready-mix concrete underground.
High-Pressure Pumping Performance
The MineMate delivers strong pumping capability for long-distance material placement. Its advanced pump system includes:
3" × 24" Ultra High Pressure Swing Tube Piston Pump
Maximum pumping pressure of 2,200 PSI
Output capacity of 0–12 cubic yards per hour
Heavy-duty 3-inch discharge system
Material pumping capability exceeding 500 feet
These specifications allow the machine to handle demanding underground concrete and grout applications while maintaining reliable flow and pressure.
Continuous Mixing System for Consistent Results
A major advantage of the MineMate is its integrated high shear continuous mixer. This system ensures concrete and grout materials are properly mixed before pumping, helping maintain consistent quality throughout the application.
The machine includes a screw conveyor with material bin indicator that charges the continuous mixer automatically. This reduces manual handling and supports efficient continuous operation.
Designed for Underground and Industrial Applications
The MineMate is built to perform in restricted and demanding environments. Its low-profile design allows operation in areas with ceiling heights as low as 6 feet, making it suitable for underground mines, tunnels, and industrial construction sites.
Applications include:
Underground concrete placement
Mine closure projects
Structural reinforcement
Grouting operations
Tunnel support
Industrial concrete repair
Flexible Power Options
The MineMate is available with multiple power configurations to match different project needs:
50 HP Electric Motor with starter and disconnect
66 HP Kubota V3600 Water-Cooled Diesel Engine
These options provide flexibility for both permanent facilities and remote project locations.
Optional Features
The MineMate can be equipped with additional features to improve productivity and ease of operation:
Hydraulic receiving hopper agitator
Pendant remote control
Wireless remote control
Hydraulic pressure washer
These options help improve equipment control, maintenance efficiency, and overall job performance.
Technical Specifications
Pump: 3" × 24" Ultra High Pressure Swing Tube Piston Pump
Maximum Pumping Pressure: 2,200 PSI
Output Capacity: 0–12 Cubic Yards Per Hour
Discharge: 3" Heavy Duty
Hopper Capacity: 3 Cubic Feet
Dimensions: 120" × 60" × 48" (Bag Lifter in Charging Position)
Operating Weight: 3,500 lbs
Benefits of the MineMate
Choosing equipment from a reliable heavy duty grout pump supplier provides access to technology designed for demanding applications. The MineMate offers:
Integrated mixing and pumping capability
High-pressure grout and concrete delivery
Long-distance pumping performance
Reduced labor requirements
Consistent material quality
Low-profile underground operation
Flexible power configurations
Durable industrial performance
MineMate: Heavy Duty Grout Pump Supplier and Industrial Concrete Pump Manufacturer Solution